
想要更直观地了解不锈钢焊管不锈钢复合板一件也发货产品吗??产品视频,带你走进产品世界
以下是:安庆桐城不锈钢焊管不锈钢复合板一件也发货的图文介绍

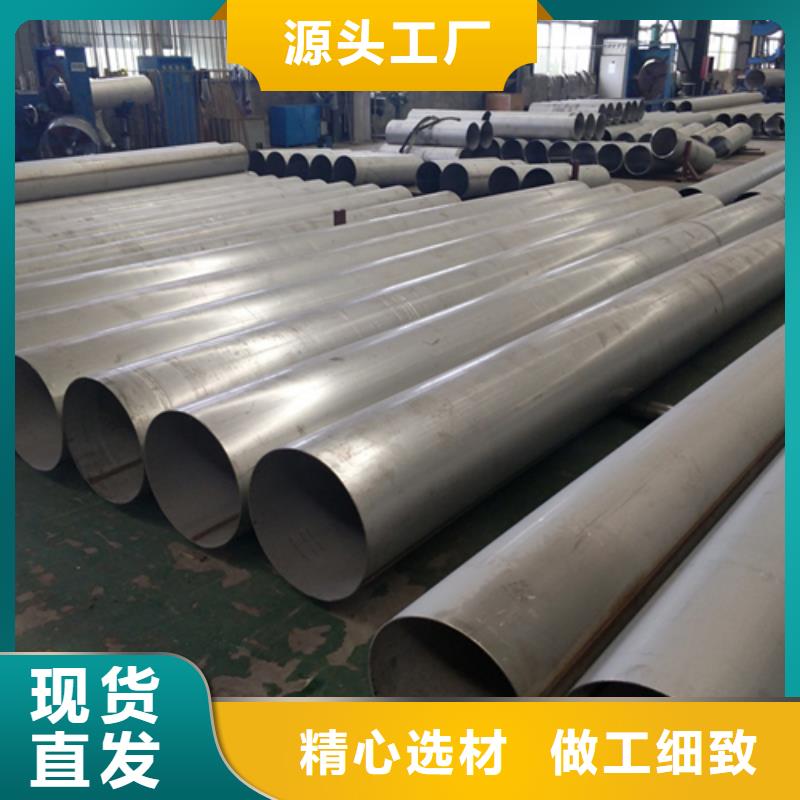
安庆桐城松润金属材料有限公司专业生产销售各种材质规格安庆桐城不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,从加工方式来看,不锈钢管主要有2种加工成型的方式
1:焊管(焊接成型:直缝焊接不锈钢管、螺旋焊接不锈钢管、丁字焊不锈钢管)使用多、应用广、常见的是直缝焊管、螺旋焊管主要是应用于工业管道中的一种、其特点是带宽不受限,一种带宽的卷带可生产多种规格的不锈钢管、可适用尺寸大、缺点是焊缝长、成本高、丁字焊管是制作大尺寸焊管的一种有效方法。【具体的区别可检索“直缝焊管与螺旋焊管的区别”-文库】;不锈钢直缝焊管是容易加工和生产效率高、成本 的加工不锈钢管的方法,也是当今应用多、常见的不锈钢管。
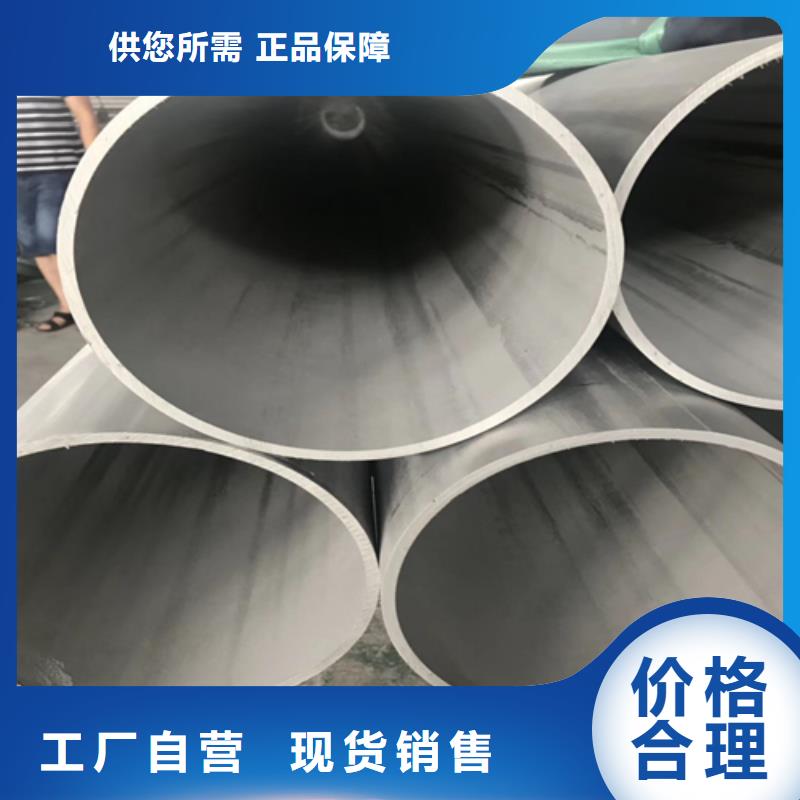
2:无缝管(穿孔、挤压成型)无缝管是不锈钢管中重要的一类,其特性是没有焊缝,因此整体性抗压涨优于焊管、因此作为流体气化输送、高压管道(如千斤顶管套)、传动轴等等领域应用较广,而无缝管穿孔加工导致成本较高,制薄壁管难度大,经济效益低于焊管,因此对于工业生产的特点来看焊管和无缝管的物理性能决定了其用途,所以工业管道等用无缝管较多,装饰、制品等用焊管较多,近年来随着产业技术的不断推进和发展,焊管的生产技术获得很大的发展和突破,一些焊接不锈钢管的物理性能接近甚至超过无缝管在受压、抗弯扭、精度方面的标准,而且成本优势也可体现,因此发展前景非常好。
关于此类不锈钢焊管和不锈钢无缝管的区别特点,可查阅相关资料。
从使用者的角度来看,一般专业的使用者是很了解产品的,一些民用产品设备加工商,个体制品加工企业、个人使用者不是很了解焊管和无缝管的区别,这些市场的必然现象和我国的产业特点所显现的现象也会长期存在。


安庆桐城松润金属材料有限公司专业生产销售各种材质规格安庆桐城不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,☆在不锈钢管的品种方面:目前国外广泛使用304L、316L等超低碳不锈钢。国产的尿素级、高精度不锈钢,其质量还较难保证;一些技术难度大、质量要求高的专用不锈钢管,如电站锅炉的热交换器管、化肥装置用尿素管、石油井管等,还主要依靠进口;一些具有良好耐腐蚀性能的双相不锈钢管,国内也很少生产,不能满足市场需求。☆从不锈钢管的生产上看:近十年来,随着应用领域的迅速扩展,加上不锈钢管高附加值的吸引,生产不锈钢管材的企业从80年代时的十几家发展到目前的400多家,综合生产加工能力超过100万t,现有不锈钢无缝钢管生产企业近300家,2007年生产量50万t以上,不锈钢焊管生产线近600条,年生产能力80万t以上,大于需求。产量达5000t水平的企业很少,多数是年产2000t以下的小厂。我国工业用不锈钢焊管的产能与国内市场需求不相适应,现有的不锈钢焊管机组大部分工艺装备不配套,如缺少热处理和在线检测设备等,使机组的生产能力得不到充分发挥,普遍只能生产一般的装饰用管,而高要求的化工机械用管、热交换器用管等只有少数厂家可以生产。



安庆桐城松润金属材料有限公司专业生产销售各种材质规格安庆桐城不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管在不同行业中的应用与分析一、前言
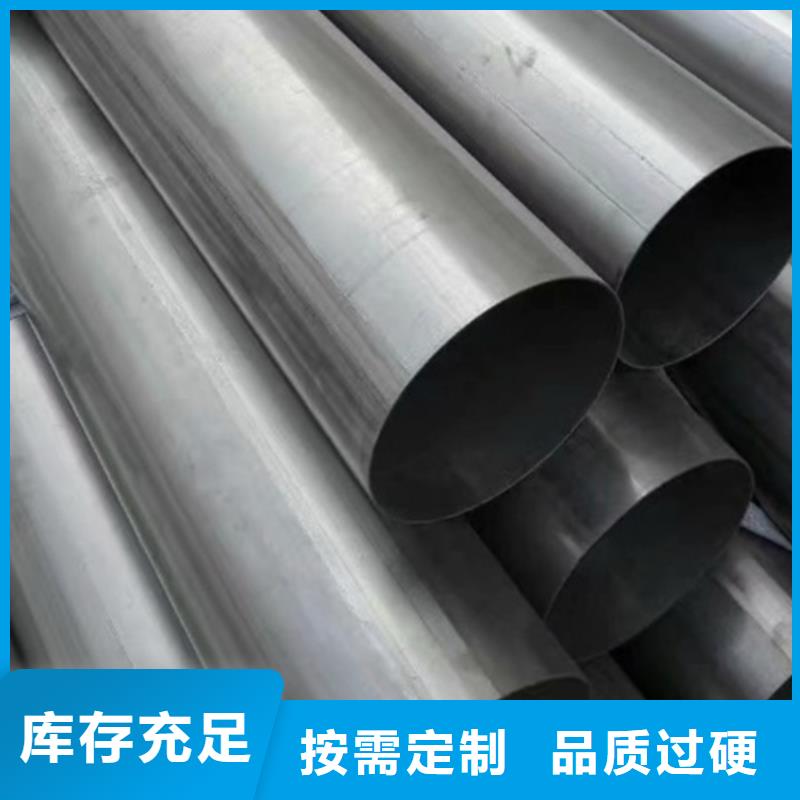
不锈钢焊管是不锈钢板/带深加工的一个重要领域,又是石油、化工、医药、食品、铺设耐腐蚀性管的主要材料,是发电设备、舰船工业、制冷设备、海水淡化设备的主要元件,因此,不锈钢焊管越来越受到广大用户的关注和有关部门的重视。不锈钢焊管生产的主要特点是:生产设备轻巧,投资少,建设速度快,焊接方法简便,产品规格范围宽,尺寸精度高、壁厚偏差小、表面平滑、成材率高。在大批量生产的情况下,焊管比无缝管成本低20%以上。近年来国内采用的“焊接一冷轧”“焊接一冷拔”生产不锈钢管工艺,用冷轧卷板按规格要求纵剪、成型后,经多枪氩弧焊机焊接成管,再经冷轧(拔),使焊缝的各项性能指标可以与母材基本一致,产品质量明显提高。由此看来,用不锈钢焊管代替不锈钢无缝管的优势越来越明显。



松润金属材料(桐城市分公司)质量观念是:通过不断改进 热处理圆钢和缺陷确保顾客满意;为顾客提供好的 热处理圆钢产品;建立和维持一个切实有效的质量管理体系;通过内部交流,促使全体员工参与质量。同时,我们遵守的环境法规,遵循集团公司全球法规和标准,从而确保生产流程能够利用能源,与环境协调发展。


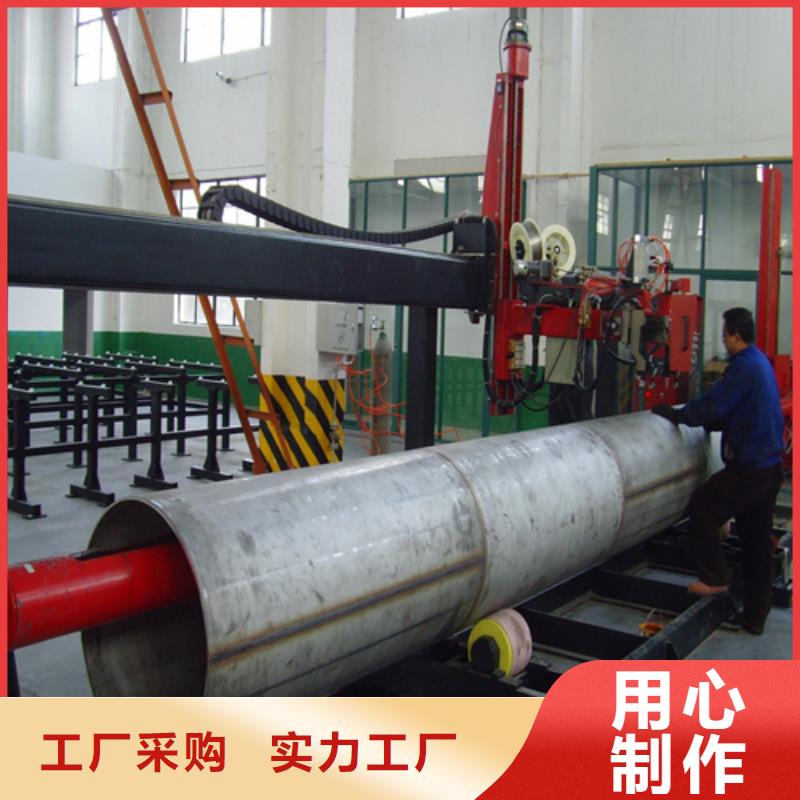
安庆桐城松润金属材料有限公司专业生产销售各种材质规格安庆桐城不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管氩弧焊焊接的?艺要求及?艺参数解析
不锈钢焊管的焊接?式有很多,我们?般采?的是氩弧焊的焊接?艺。那么,氩弧焊焊接不锈钢焊管的?艺要求及参数是怎样的呢?1、?艺要求
1)、焊接位置:DN150及以下管道,?般在空间有限、全?动焊机?法施焊的固定位置。DN150以上管道,尽量在地?焊接,减少?空试焊作业。
2)、焊接层数及道数:焊接层数?般为2~3层,单?焊接双?成型。
3)、保护?体:氩?纯度≥99.95%。
4)、填充焊丝:ER308直径:φ2mm或φ3mm
2、管?对接要求
管?对接时,管?的整个圆周尽量不要错边,间隙见上表。因管?圆度不够?造成错边的,可边点焊边??锤敲打致平再点固定焊。固定焊间距约为20mm~30mm之间为合适。
3、焊接?艺参数
选择线能量少的焊接?艺参数焊接,有利于防?晶间腐蚀和裂纹。常?的规范参数见下表。

